Ocena najlepszych wycinarek laserowych na rok 2020

Do najdokładniejszego i precyzyjnego cięcia szkła, drewna, stali i innych materiałów używa się specjalnego sprzętu. Dziś za najbardziej efektywne i nowoczesne urządzenia uważa się maszyny laserowe. Początkowo miały wyłącznie przemysłowy zakres zastosowania, ale teraz mogą być używane w warsztacie domowym.
Cięcie laserowe to metoda cięcia materiału, podczas której skupiona, silna wiązka lasera przepala powierzchnię obrabianego przedmiotu. Dzięki niewielkiej grubości, specjalnemu kątowi kierunkowemu, koherencji i monochromatyczności wiązka lasera równomiernie tnie materiał, a podczas tego procesu powstaje minimum odpadu, który jest następnie wydmuchiwany przez strumień powietrza.
Dzięki zwiększonej dokładności cięcie laserowe znacznie przyspiesza i upraszcza obróbkę różnych detali, jednocześnie tworząc minimum defektów i odrzutów. Zwiększone zapotrzebowanie na taki sprzęt nie jest zaskakujące, ponieważ ze względu na zwiększoną produktywność wysoki koszt maszyny zwróci się dość szybko i z odsetkami.
Przebijanie przedmiotu obrabianego bezpośrednio eliminuje kontakt z jego powierzchnią roboczą. Z tego jasno wynika, że można przetwarzać nie tylko twarde stopy (mosiądz i miedź, aluminium i stal), ale także dość kruche surowce, na przykład drewno lub sklejkę, a także szkło. Jego prawie całkowita automatyzacja zwiększa wydajność całego procesu. Trudno sobie wyobrazić nowoczesną maszynę laserową bez CNC, a jej komputerowe sterowanie stało się dziś powszechne.
Maszyny laserowe: informacje ogólne
Są to profesjonalne urządzenia, których praca charakteryzuje się zwiększoną dokładnością. Urządzenie wyposażone jest w mocny laser, który z łatwością przecina powierzchnie, rozdzielając je na osobne elementy.Powstałe cięcie jest szczególnie gładkie i nie wymaga dodatkowego etapu obróbki. Ponadto przy pomocy takich maszyn wygodnie jest wykonywać grawerowanie, wycinać różne wzory, a nawet spawać małe części.
Urządzenie i elementy robocze
Zewnętrznie projekt nie jest szczególnie skomplikowany i składa się z:
- Stół koordynacyjny - odpowiada za ostateczną jakość wytwarzanego produktu. Na nim znajduje się korpus, na którym znajdują się ruchome części prowadzące. Jako napęd można zastosować śruby kulowe lub paski zębate. W laserowych wycinarkach do metalu zastosowano dodatkowo jeszcze jeden element sterujący - sterownik.
- Optyka „latająca” - składa się z zestawu zwierciadeł, z których każde posiada powłokę w postaci specjalnej kompozycji zmniejszającej rozproszenie wiązki energii. Jest też soczewka, która odpowiada za ogniskowanie wiązki w niewielkiej plamce o średnicy nie większej niż 2/10 mm.
- Lampa laserowa - jest głównym elementem emitującym (zwykle stosuje się uszczelnione odmiany szkła). Promieniowanie, które odbija się od optyki lustrzanej i jest dalej skupiane przez soczewkę, wykonuje główną pracę - spalanie.
- Urządzenia pomocnicze - zwykle obejmują sprężarkę powietrza i główny układ chłodniczy.
Obiektyw jest głównym elementem roboczym
Dzięki niej wiązka generowana przez lampę jest skupiana i kierowana na obrabiany materiał. Poszczególne soczewki mają różne ogniskowe, głębię ogniskowej (odpowiadającą za maksymalną grubość cięcia) i średnicę ogniskowanej plamki. Dostępne są obiektywy o długiej ostrości (+100 mm), średniej ostrości (do 50 mm) i krótkim rzucie (do 38 mm). Jak sama nazwa wskazuje, różnią się one długością odległości ostrzenia. W ten sposób długie ogniskowe są w stanie jakościowo przecinać grube i twarde powierzchnie (metal), podczas gdy inne mogą wydajnie wykonywać prace rzeźbione. Zgodnie z obecną klasyfikacją, każda odmiana soczewki jest używana do własnego rodzaju pracy:
- Krótki rzut - doskonale radzą sobie z grawerowaniem i wycinaniem szczegółowych obiektów (na przykład stempli), a także są wygodne do cięcia materiałów o małej gęstości (sklejka, płyta wiórowa, pleksi);
- Średnioogniskowe często nazywane są „złotym środkiem”, ponieważ umożliwiają wysokiej jakości grawerowanie i przecinanie detali o średniej gęstości do 8 mm (tę grubość można porównać z gęstością drewna);
- Długie ogniskowe świetnie sprawdzają się przy pracy z grubymi materiałami (oprócz standardowych metali można wymienić akryl i drewno o grubości do 250 mm).
Same soczewki mogą być wykonane na różnych podstawach, z których najpopularniejsze to arsenek galu i selenek cynku. Warto zaznaczyć, że te pierwsze to konstrukcje przemysłowe i stosowane są w obrabiarkach o mocy powyżej 130 watów.

Główne etapy maszyny laserowej
Najpierw przygotowywany jest specjalny rysunek, na którym wskazane są współrzędne pożądanych wycinków - rysunek ten jest ładowany do programu operacyjnego maszyny. Następnie proces pracy rozpoczyna się bezpośrednio: maszyna automatycznie kieruje belkę w określone miejsce i jest silnie podgrzewana. Szkło i metal topią się pod wpływem wysokich temperatur, a drewno wypala się. W ściśle wyznaczonym miejscu obrabiana powierzchnia jest precyzyjnie docinana zgodnie z określonymi parametrami.
Plusy i minusy cięcia laserowego
Niewątpliwe zalety to:
- Cięcie laserowe umożliwia obróbkę różnych materiałów;
- Brak bezpośredniego kontaktu mechanicznego praktycznie eliminuje ryzyko uszkodzenia obrabianej powierzchni;
- Na maszynie możliwe jest wykonanie prac o dowolnej złożoności, przy czym gwarantowane jest uzyskanie idealnie gładkich cięć i linii;
- Wykonywana praca charakteryzuje się dużą produktywnością i szybkością;
- Sam proces odbywa się cicho, nie ma dużej ilości kurzu i gruzu.
Wady pracy z laserem to:
- Metoda tłoczenia przy obróbce półfabrykatów jest znacznie tańsza niż laserowa;
- Podczas obróbki powierzchni drewnianych w miejscach jej zetknięcia z plamą lasera pozostają ślady ciemnego koloru;
- Same maszyny laserowe (zwłaszcza projekty przemysłowe) są bardzo drogie;
- Istnieją ograniczenia w zakresie grubości powierzchni roboczej materiałów.
Gama produktów, które można wykonać na maszynie laserowej jest bardzo szeroka, urządzenie doskonale nadaje się do produkcji:
- Różne szablony i wykroje ze sklejki;
- Konstrukcje metalowe i ich poszczególne elementy;
- Pieczęcie i stemple;
- Znaki drogowe i drogowe;
- Projektowanie pocztówek;
- Pamiątki z grawerem;
- Elementy wystroju zawierające rzeźbione wzory;
- Dekoracje i ekrany;
- Układy projektów architektonicznych i nie tylko.
Charakterystyka techniczna głównych typów systemów laserowych
W zależności od przetwarzanego materiału można je podzielić na:
- Lasery półprzewodnikowe typu impulsowo-okresowego z pompowaniem lampy (moc wyjściowa: 50 - 1000 W) stosowane są do cięcia grubych metali;
- Lasery na ciele stałym DPSS z pompowaniem diodowym są stosowane do metali o średniej grubości;
- Ciągłe lasery gazowe na podczerwień CO2 (moc wyjściowa do 400 watów) są stosowane do pracy z elementami niemetalowymi (guma i polimery, a także drewno);
- Ciągłe lasery gazowe CO2 (moc wyjściowa - od 0,7 do 6 kilowatów) nadają się do pracy ze stalą stopową, metalami żelaznymi, niektórymi rodzajami stopów metali, a także z materiałami niemetalicznymi;
- Lasery światłowodowe (moc wyjściowa od 0,4 do 15 kilowatów) - do cięcia punktowego.

W chwili obecnej zastosowanie sprzętu laserowego nie jest w stanie całkowicie wyprzeć z rynku klasycznych metod cięcia metalu. Dlatego ich efektywne zastosowanie staje się możliwe tylko wtedy, gdy obrabiany materiał zostanie odpowiednio dobrany, w oparciu o możliwości sprzętu, a zastosowanie metody tradycyjnej stanie się pracochłonne lub całkowicie niemożliwe.
Istniejące typy maszyn laserowych
Sprzęt ten może mieć zarówno uniwersalne, jak i specjalistyczne przeznaczenie. Jednak cały sprzęt jest zwykle podzielony według mocy i rozmiaru:
- Urządzenie stołowe ma niską moc (mniej niż 80 watów);
- Profesjonalista ma już dużą moc (od 80 do 195 watów);
- Próbki produkcyjne mogą mieć do 1000 watów.
W zależności od środowiska pracy lasery można podzielić na
- Półprzewodnikowe - są wyposażone w lampy pompujące, lampy błyskowe, walizkę roboczą i kilka luster;
- Gaz - posiadają układ dostarczania gazów obojętnych, a także szklaną kolbę, w której znajduje się rurka promieniująca;
- Gas-dynamic - posiadają specjalną dyszę do przyspieszonego dostarczania gazu oraz dodatkowy układ chłodzenia.
Istniejące typy stołów do obrabiarek
Stół roboczy jest jednym z głównych elementów konstrukcji maszyny, dlatego jakość pracy będzie bezpośrednio zależała od jego wyboru:
- Stoły lamelowe - często występują w podstawowej konfiguracji, są niezwykle wygodne w usuwaniu i czyszczeniu. Jednak słabo nadają się do obróbki małych części lub do obróbki tkanin. Nie są również przeznaczone do obsługi specjalnych i delikatnych materiałów, takich jak papier czy karton.
- Tabele komórkowe - ich powłoka jest bardzo, bardzo odpowiednia tylko do wycinania małych elementów, ponieważ jest bardzo gęsta i nie pozwala na upadek obrabianych elementów na podłogę. Doskonale poradzi sobie z cięciem cienkich materiałów - papieru, kartonu, tkanin. W przeciwieństwie do stołów lamelowych przedmiot obrabiany nie ugina się na nim.
- Stoły przenośnikowe - są specjalnie zaprojektowane do pracy z materiałem w rolkach, w tym papierem, a nawet skórą ekologiczną. Na nich dostawa półfabrykatów odbywa się w trybie ciągłym, co znacznie upraszcza pracę użytkownika.
Przybliżona kolejność użycia
Podstawowe zasady obsługi maszyny są dość proste, ale nadal musisz znać kolejność krok po kroku, aby nie pomylić się później:
- Najpierw musisz wybrać rysunek, który zostanie wycięty;
- Następnie należy załadować obraz (zdjęcie) do programu pracy urządzenia, sprawdzając jednocześnie czystość powierzchni roboczej soczewki. W przypadku zanieczyszczenia soczewkę należy przetrzeć wacikiem zamoczonym w alkoholu;
WAŻNY! Nie można wytrzeć soczewki wódką, ponieważ olejki eteryczne w jej składzie po wyschnięciu tworzą cienką warstwę na soczewce, co doprowadzi do rozproszenia wiązki!
- Po włączeniu urządzenia należy poczekać, aż się nagrzeje;
- Następnie należy wybrać metodę obróbki: „raster” do grawerowania i „wektor” do wycinania;
- Następnie musisz określić szerokość linii do cięcia (warto pamiętać, że szerokie linie zajmują dużo czasu);
- Pod koniec wszystkich operacji proces rozpocznie się, a czas produkcji będzie zależał od przetwarzanego materiału i zadanej prędkości.
Trochę niuansów konfiguracji urządzenia
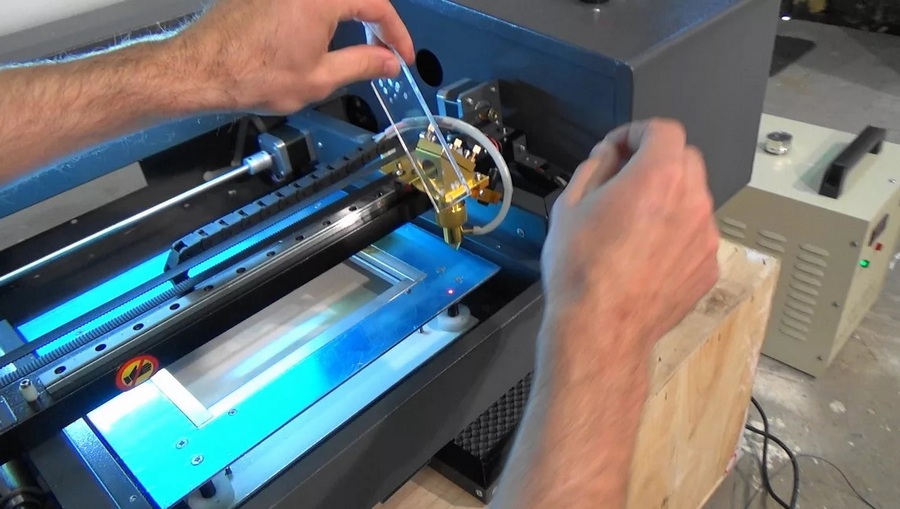
Należy zawsze pamiętać, że instalacja laserowa to skomplikowane wyposażenie techniczne, dlatego jej regulacja musi być niezwykle dokładna. Regulacja odbywa się za pomocą wiązki światła i podczas tej procedury element roboczy zastępowany jest konwencjonalnym wskaźnikiem laserowym. Procedura obejmuje następujące kroki:
- Korekta tuby lasera - do zwierciadła głównego przykleja się przezroczystą taśmę klejącą, a samo położenie tubusu ustalamy tak, aby wiązka trafiała bezpośrednio w jej środek;
- Następnie taśma jest przyklejana do drugiego lustra, a główne jest regulowane. W rezultacie wskaźnik laserowy powinien zawsze znajdować się pośrodku, niezależnie od odległości. Kierunek wiązki zmienia się, obracając śruby;
- Następnie trzecie lustro jest wklejane taśmą i powyższa procedura jest powtarzana, ale tylko dla drugiego elementu optycznego;
- Trzecie lustro konfiguruje się poprzez umieszczenie „celu” na pulpicie. W takim przypadku rozmiar plamki powinien odpowiadać rozmiarowi dyszy wylotowej. Regulacja odbywa się również za pomocą śrub.
Główne istotne parametry przy wyborze urządzenia laserowego
Współcześni producenci stale i aktywnie pracują nad unowocześnianiem i obniżaniem kosztów istniejących technologii, dzięki czemu rynek jest stale uzupełniany o nowe projekty. W oparciu o niezbędne zadania, wybierając jednostkę, należy zwrócić szczególną uwagę na następujące czynniki:
- Wielkość produkcji - domowe jednorazowe użycie lub istnieje potrzeba skali przemysłowej;
- Wymiary maszyny - wszystko zależy od wielkości istniejącego pomieszczenia;
- Główny rodzaj przyszłych materiałów - lasery światłowodowe nadają się do metalu i plastiku, a modele dwutlenku węgla są zwykle używane do tkanin i papieru, gumy i drewna;
- Charakterystyka emitera - moc będzie wskazywać prędkość działania;
- Możliwość przesuwania pulpitu - od tego parametru będzie zależeć grubość obrabianych elementów;
- Głowice tnące - więcej niż jedna głowica oznacza zwiększoną produktywność. W przypadku maszyny do grawerowania potrzebujesz co najmniej dwóch z nich;
- Wyposażony w kamerę wideo - z jej pomocą najłatwiej przenieść wymagany obraz do programu operacyjnego urządzenia;
- Mechanizm podawania rolki - będą potrzebować sprzętu, jeśli zamierzają pracować z materiałami, które można zwinąć w rolkę (papier, szmatka itp.);
- Akcesoria opcjonalne - może to obejmować dodatkową powierzchnię stołu, zewnętrzne urządzenie chłodzące, urządzenie obrotowe, możliwość wymiany lampy laserowej na element o większej mocy itp.
Zależność cenowa
Często na rynku maszyn laserowych można spotkać się z następującą sytuacją: wydawałoby się, że urządzenia o takich samych parametrach technicznych powinny i powinny kosztować tyle samo, bo mogą mieć nawet ten sam rozmiar pulpitu? Ale koszt przede wszystkim będzie składał się z ogólnej konfiguracji i jakości poszczególnych części. Należą do nich:
- Mieszkaniowy;
- Rozmiar tabeli;
- Rura wiązki;
- Blok grzewczy;
- Zasilacz;
- Silniki i inne elementy sterujące.
Również dodatkowe opcje, takie jak wyłącznik różnicowoprądowy, obecność osłony, obecność urządzenia obrotowego, obecność kamery foto-wideo itp. Również będą miały znaczący wpływ na cenę.
Warto wspomnieć, że nazwa producenta zawsze i wszędzie odgrywa ważną rolę w skomplikowanych urządzeniach technicznych. Rzeczywiście, małe, nieznane firmy mogą przyciągnąć potencjalnego nabywcę wyjątkowo budżetowymi cenami na swój sprzęt, ale wśród takich próbek trudno jest znaleźć naprawdę dobry sprzęt. A kupując urządzenie laserowe od takich firm, użytkownik ryzykuje zapłacenie podwójnej ceny, co będzie skutkowało jego częstymi naprawami.
Dobry model można wizualnie odróżnić nawet patrząc na kopertę. Jeśli jest wykonany z cienkiej blachy, ma tanie prowadnice zawiasowo-wałkowe, to taka maszyna nie jest przystosowana do pracy z dużymi prędkościami. Duże przyspieszenie wytworzy dodatkowe wibracje, które nieuchronnie doprowadzą do powstania nieprawidłowych linii cięcia lub powstania nierównego grawerowania. Warto również zwrócić uwagę na wiek firmy produkcyjnej - optymalne wartości to 3-5 lat. Wiek 9 lat lub więcej już mówi o zasłużonym miejscu na rynku. A dodatkowo warto omówić ze sprzedawcą kwestie serwisowe - jeśli oferowana jest dożywotnia gwarancja lub co najmniej 5-letni okres serwisu, to taki sprzedawca jest godny zaufania.
Ocena najlepszych wycinarek laserowych na rok 2020
Modele budżetowe
2 miejsce: WATTSAN MICRO 0203
Doskonały przykład domowej maszyny przeznaczonej wyłącznie do celów dekoracyjnych i użytkowych. Z jego pomocą łatwo jest wycinać wzorzyste części ze sklejki cienkościennej lub wykonywać zdobienia na pleksi. Ze względu na wyjątkowo małe wymiary nie wymaga nawet osobnego pomieszczenia do jego montażu.

| Imię | Indeks |
|---|---|
| Kraj producenta | Wielka Brytania |
| Moc wiązki, W. | 40 |
| Zasilanie, V. | 220 |
| Waga (kg | 28 |
| Koszt, ruble | 55000 |
Zalety:
- Małe wymiary;
- Koszt ekonomiczny;
- Wystarczająca grubość obrabianego materiału (5-12 mm).
Niedogodności:
- Wąski kierunek aplikacji.
1. miejsce: ZERDER FLEX 1060
Model dość młodej, ale już cieszącej się popularnością niemieckiej firmy. Ma dość duże wymiary i stosunkowo dużą dokładność pozycjonowania wiązki lasera. Dzięki zwiększonej powierzchni roboczej radzi sobie z dużymi przedmiotami.
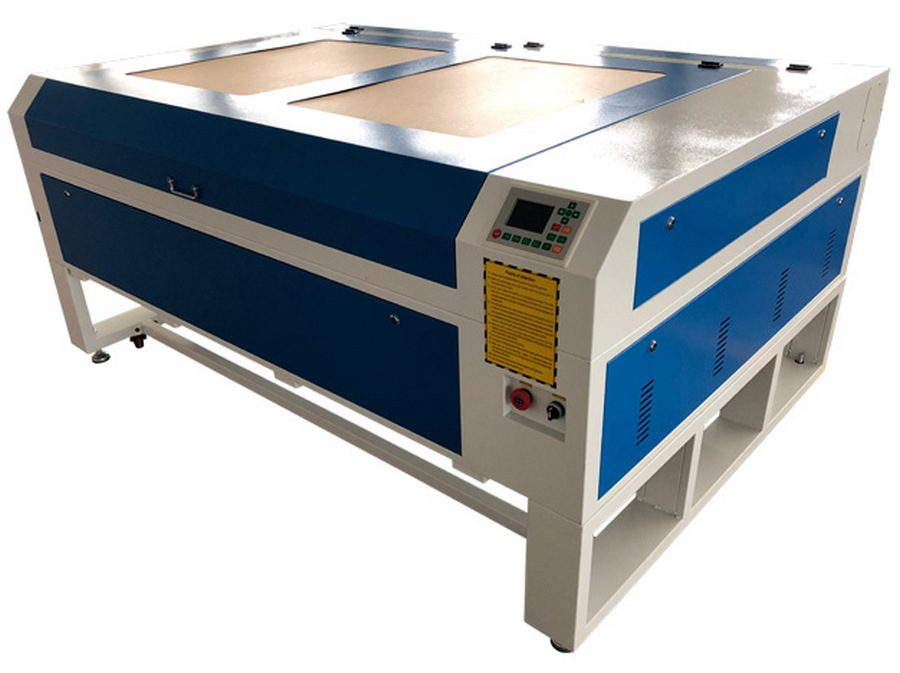
| Imię | Indeks |
|---|---|
| Kraj producenta | Niemcy |
| Moc wiązki, W. | 80 |
| Zasilanie, V. | 220 |
| Waga (kg | 77 |
| Koszt, ruble | 120000 |
Zalety:
- Duży stół roboczy;
- Niska cena;
- Lampa laserowa jest przeznaczona na 6000 godzin.
Niedogodności:
- Laser małej mocy.
Próbki klasy średniej
II miejsce: MCLASER 4030 METAL
Wszechstronna maszyna zdolna do pracy zarówno z metalami, jak i cieńszymi materiałami. Dzięki bardzo mocnemu laserowi może być stosowany również w warunkach domowych, ze względu na stosunkowo niewielkie wymiary i wagę (bez problemu można go zainstalować w przydomowym warsztacie). Jednak obszar pulpitu jest mały - 40 na 30 centymetrów.

| Imię | Indeks |
|---|---|
| Kraj producenta | Chiny |
| Moc wiązki, W. | 120 |
| Zasilanie, V. | 220 |
| Waga (kg | 80 |
| Koszt, ruble | 405000 |
Zalety:
- Doskonała jakość komponentów (pomimo azjatyckiego pochodzenia);
- Model uniwersalny;
- Możliwość cięcia metalu do grubości 2 mm.
Niedogodności:
- Mały stół roboczy.
1. miejsce: RABBIT FB 2030
Maszyna wielkoformatowa, pozycjonowana na rynku jako model profesjonalny. Posiada dużą prędkość cięcia, powierzchnia stołu roboczego to 2 na 3 metry. Konstrukcja posiada dwa potężne lasery oraz system złoconych luster. Idealny na wysoko wyspecjalizowany warsztat. Żywotność lampy laserowej jest wydłużona do 6500 godzin.
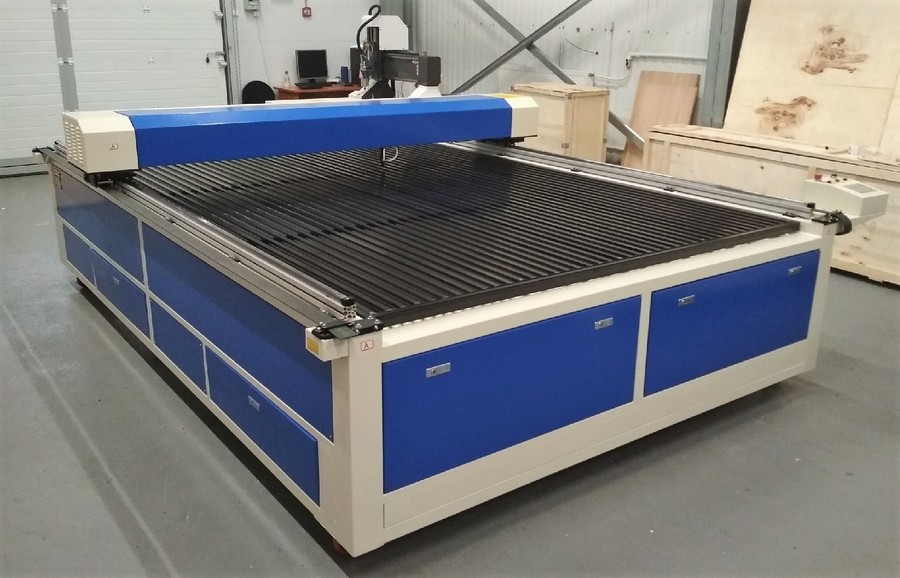
| Imię | Indeks |
|---|---|
| Kraj producenta | Chiny |
| Moc wiązki, W. | 200 |
| Zasilanie, V. | 220 |
| Waga (kg | 450 |
| Koszt, ruble | 1000000 |
Zalety:
- Wielofunkcyjność;
- Zwiększona powierzchnia robocza;
- Dopuszczalna grubość materiałów kruchych wynosi 28 milimetrów!
Niedogodności:
- Duże wymiary;
- Wysoka cena.
Modele z segmentu premium
2 miejsce: MCLASER 1530 750W METAL
Bardzo mocna maszyna zaprojektowana specjalnie do pracy z grubymi stopami metali. Możliwość cięcia detali o grubości do 10 milimetrów. Powierzchnia robocza jest wystarczająco duża - 1,5 na 3 metry. Różni się zwiększoną produktywnością i szybkością pracy.

| Imię | Indeks |
|---|---|
| Kraj producenta | Chiny |
| Moc wiązki, W. | 800 |
| Zasilanie, V. | 220 |
| Waga (kg | 750 |
| Koszt, ruble | 4000000 |
Zalety:
- Żywotność lampy promiennikowej wydłuża się do 10 000 godzin;
- W zestawie osobny panel operatorski;
- Moc jest zwiększona.
Niedogodności:
- Duża waga i wymiary;
- Bardzo wysoka cena.
1. miejsce: Fiber FB1325
Ta maszyna laserowa ma generator światłowodowy dużej mocy, zachodnioeuropejskie prowadnice liniowe i precyzyjny system CNC. Urządzenie może pracować z grubymi metalami i ich stopami. Generalnie charakteryzuje się wysoką wydajnością cięcia i oszczędnością.

| Imię | Indeks |
|---|---|
| Kraj producenta | Chiny |
| Moc wiązki, W. | 950 |
| Zasilanie, V. | 220 |
| Waga (kg | 800 |
| Koszt, ruble | 4700000 |
Zalety:
- W pełni profesjonalny model;
- Wszechstronne i wielofunkcyjne;
- Przyjmuje ekonomiczną technologię cięcia.
Niedogodności:
- Nie znaleziono (dla ich segmentu).
Zamiast epilogu
Analiza rynku pokazała, że liderami nie są firmy zachodnie. Rosyjski nabywca woli kupować analogi do produkcji azjatyckiej, ponieważ komponenty użyte do ich montażu są nadal produkowane w Europie. A to już pozwala nam mówić o ogólnej jakości. Jednocześnie większość chińskich firm nie posiada własnych centrów serwisowych w Federacji Rosyjskiej, co oznacza możliwość wystąpienia problemów w sprawach naprawczych. Jednak od początku 2019 roku sytuacja zaczęła się poprawiać - na Syberii i na Dalekim Wschodzie pojawiły się autoryzowane centra, w których w regionach Rosji świadczone są usługi specjalistów terenowych (nawet w ramach serwisu gwarancyjnego).
nowe wpisy
Ocena najlepszych kluppsów w 2020 roku
Widoki: 7
Ocena najlepszych łopat do śniegu na rok 2020
Wyświetlenia: 142
Ranking najlepszego błonnika na 2020 rok
Wyświetlenia: 122
Kategorie


Najlepsze męskie buty do biegania w 2020 roku
Odsłon: 87680

Najlepsze centra handlowe w Nowosybirsku w 2020 roku
Odsłony: 3065

Najlepsze miejsca do biegania w Soczi w 2020 roku
Odsłon: 10704



Recenzja smartfona Cat S52 z kluczowymi funkcjami
Odsłony: 1031
Przydatny
Ranking najbardziej ekonomicznych drukarek na 2020 rok
Wyświetlenia: 1001


Ocena najlepszych wag łazienkowych na rok 2020
Odsłony: 1877

Ocena najlepszych smartfonów do 12000 rubli na 2020 rok
Odsłony: 1704

Ranking najlepszych gimbali do kamer sportowych na 2020 rok
Odsłony: 13896
Popularne artykuły
-
Najwyższa ocena najlepszych i niedrogich skuterów do 50 metrów sześciennych w 2020 roku
Odsłony: 97661 -

Ocena najlepszych materiałów do izolacji akustycznej mieszkania w 2020 roku
Odsłon: 95022 -

Ocena tanich analogów drogich leków na grypę i przeziębienie na 2020 rok
Odsłon: 91750 -
Najlepsze męskie buty do biegania w 2020 roku
Odsłon: 87680 -

Najwyższy ranking najlepszych smartwatchów 2020 - cena-jakość
Odsłony: 85091 -

Najlepsze witaminy złożone w 2020 roku
Odsłon: 84801 -

Najlepszy barwnik do siwych włosów - najwyższy ranking 2020
Odsłon: 82406 -

Ocena najlepszych farb do drewna do użytku wewnętrznego w 2020 roku
Odsłon: 77202 -

Ranking najlepszych kamer akcji z Chin w 2020 roku
Odsłon: 75269 -

Ocena najlepszych kołowrotków spinningowych w 2020 roku
Odsłony: 74827 -
Najskuteczniejsze suplementy wapnia dla dorosłych i dzieci w 2020 roku
Odsłony: 72462 -

Najwyższa ocena najlepszych w 2020 roku oznacza męską potencję wraz z opisem
Odsłon: 68296