A legjobb csap- és szerszámkészletek értékelése 2020-ra

A csapok és a szerszámok olyan speciális eszközcsoportot alkotnak, amelyre bármikor szükség lehet. Készleteiknek köszönhetően javítani lehet az elakadt belső meneteket és a letépett csavarokat, valamint helyre lehet állítani az egyes anyák és csapok mintáit, amelyeket nehéz lehet kiskereskedelemben megvásárolni. Annak a ténynek a következtében, hogy a szerszámok és csapok eltérő kialakításúak, alkalmazási módjaik és felhasználási területeik vannak, ezeket külön-külön részletesen meg kell vizsgálni.
Megcsapolás
A meglévő levehető csatlakozások közül a meneteseket különösen megbízhatónak tartják. Valamikor (a 17. századi csavaros esztergagép első használata előtt) minden anyacsavar külön-külön készült, és nem voltak felcserélhetők. A 19. században az emberiség elkezdett speciális szabványokat alkalmazni a belső szálak alkalmazására. Szerszámgéppel és csapokkal egyaránt elvégezhető.
Tervezési jellemzők
A modern csap nélkülözhetetlen módon a következő tervezési elemekkel rendelkezik:
- A szívó (más néven a fej) üreges kúp alakú rész, amely a vágási profil kialakításának megkezdéséhez szükséges;
- Több oldalirányú horony (általában kettőtől hatig), amelyek kenést és forgács kidobást biztosítanak;
- Kalibráló elem hosszúkás henger formájában, amely befejezi a profil kialakítását;
- A csap, amely felelős a csapnak a tokmányhoz vagy az irányjelző tartójához való rögzítéséhez.

Keresztmetszet készítésekor a horony kialakulása két felületétől függ: a csap vágófogának elülső élétől és a fog hátuljától.
A forgácsfuvolák a következő típusúak lehetnek:
- Single Radius - kalibráló műszereken használják őket, és körív keresztmetszetűek;
- Egyenes vonalú - az anyamenetek felhelyezésére használják, és keresztmetszetük "U" betű alakú;
- Vegyes - a hátsó horony ív alakú, az első horony pedig egyenes vonalú (a legtöbb univerzális szerszámot ennek a sémának megfelelően hajtják végre).
Egyedülálló csapok jellemzői
A csapok fő típusainak csak a bennük rejlő kizárólagos jellemzők vannak. Ezen jellemzők ismeretében mindig kiválaszthatja a megfelelő csapmodellt:
- Menetes menet;
- Profil és magasságával;
- Maximális profilmagasság;
- Menetes átmérő kívül;
- A bevitt rész hossza;
- Hátlap hossza;
- Szívó kúpos sarok.
FONTOS! Érdemes emlékezni arra, hogy az esetleges csapok bal és jobb oldali menetes eszközökre vannak felosztva.
Típusok alkalmazás szerint
A csapok felhasználási területük szerint:
- Lakatosok - szögletes szárúak, kézzel használtak. Nyakörvvel vannak ellátva, amelyen keresztül elfordul és menetbe megy. A készlet két csapot tartalmaz, amelyek átmérője kissé eltér egymástól, és amelyek mindegyike a megmunkálandó furat felületéről csak a saját részét veszi el. Az ilyen készletben lévő szerszámok különböznek a szárra vésett vagy ott pecsételt vonalak számától (a legpontosabbat három vonal jelzi, a közbenső egyenként, a durva pedig az egyetlen).
- Gép (gép) vagy gépi kéz - vágást végezhetnek mind kézi üzemmódban, mind ipari berendezéseken (ehhez fúrásra / esztergagépekre, sőt nagy ipari feldolgozó központokra is szükség van). A fentiekkel ellentétben ezeknek a csapoknak rövidebb a szívóeleme, mivel a tengelyek igazítását a gép biztosítja. Kiváló minőségű szerszámacélból készülnek, hőállósággal rendelkeznek, nem nagyon hajlamosak a mechanikus nyomásra.
- Dió - automata gépeknél használják az anyák belső menetének menetezéséhez. Tervezésük szerint hosszabb szárukkal különböztetik meg őket, amelynek sima hengeres alakja van. A menetforgatás befejezése után egymás után az anyák a szár felé mozdulnak, és ott várják a munka végét az egész sorozatban. A sorozatgyártás befejezése után a szár kijön a tokmányból, és az összes kapott anya beleesik a befogadó tálcába.
A típusok eltérései a tervezési jellemzők szerint
A csapok saját kialakításuk alapján nagyon különbözhetnek egymástól:
- Barázdált - puha / szívós anyagokkal való kölcsönhatás során használják őket, ezért nagyon kicsi a barázdájuk (a kemény anyagokat könnyűfémötvözeteknek és többféle alacsony szén-dioxid- és ötvözetű acélminőségnek nevezhetjük);
- Csavarhornyok találhatók bennük egy felfelé irányuló spirál mentén, amelyen keresztül menetet hajtanak végre a gyártási gépek / automata berendezések vaklyukain belül;
- Lépcsős - a munkaelem két szektorra oszlik, az első vágásokra, a második pedig simításra kerül;
- Kombinált - egy fúrót közvetlenül a belépőelem elé telepítenek, az egyik megközelítés során lyukat fúrnak és ott menetet alkalmaznak;
- Mellbimbók - ezek szükségesek a furatok átforgatásához egy eszterga segítségével;
- "Bell" típusú - megnövelt átmérőjű (legfeljebb 0,5 méteres) menetek készítéséhez szükségesek, és több vágórendszert tartalmaznak, amelyek közös keretben vannak rögzítve.
Vannak exkluzív kivitelek is, amelyek speciális gyártási feladatoknak köszönhetők.
Az alkalmazott szálak típusai
Az egyes menetméretekhez és típusokhoz egyedi csapok szükségesek. Nem felcserélhetők, és nem is menetesek. A fő típusok megkülönböztethetők:
- Metrikus - az "M" betűvel jelölt háromszög alakú egyenlő szárú profil, amelynek csúcsszöge 60 fok, és méreteit milliméterben határozzák meg;
- Hüvelyk - "W" betűvel jelölve, profilja 55 fokos hegyes szög, az átmérő hüvelykben és töredékekben jelenik meg, és a hüvelykenkénti fordulatok számát magasságjelként használják;
- Cső - a különbség a profil hátsó / elülső részének eltérő dőlése, amely garantálja a csatlakozást, és megakadályozza az önkicsúszást is.
Anyagok gyártása
Munka közben minden csapnak nagy mechanikai / hőhatásokat kell elviselnie, és magának a szerszámnak is nagy számú lyukat kell kivágnia. Ennek megfelelően kiváló minőségű szerszámacélokra van szükség a gyártási anyagokhoz:
- Kézi modellek - U10A vagy U12A - nagy szén-dioxid-kibocsátású acél típusok;
- Gépmodellek - nagysebességű acél PM5;
- Megnövelt termelékenységű automata gépeknél - fokozott hőállóságú keményötvözetek.
FONTOS! Az ilyen fémeknek azonban van egy fő hátrányuk - ha megsérülnek, a menetes csapot nem szabad szabadon fúrni / eltávolítani.
Technológiai folyamat a meneteléshez
Összesen négy fő szakaszból áll:
- Az előkészítő szakasz a szükséges átmérőjű fúrógép kiválasztása és a fúrás megvalósítása, miközben a fúró nem szabad megakadályozni a távozást. Előtte kellően ki kell élesíteni, különben az anyag túlmelegszik, és csökken a menet megbízhatósága. A lyuk süllyesztve van, és vaklyuk esetén a mélységhez képest kis eltérést kell jelenteni;
- Maga a vágás - ebben a szakaszban az összes mozgást mérten, világosan és pontosan hajtják végre, kerülni kell a hiányzó vonalakat, de mindhármat egymás után kell alkalmazni durva és precíz között;
- Tisztítási szakasz - itt drótkefével tisztítják az átmenő lyukakat, süketek pedig nyomás alatt lévő levegővel vagy építési porszívóval;
- Ellenőrzési szakasz - itt meg kell csavarni a csavart a meglévő furatba, miközben a bejáratnak simán kell mennie a menet mentén, felesleges erőfeszítések és torzulások nélkül.
A csap károsodása - lehetséges okok és azok megszüntetése
A szóban forgó eszköz természetesen nem teljesen tartós, hajlamos a banális elavulásra és a természetes kopásra. A leggyakoribb káresetek:
- Ferdeség;
- A munkanyílás túl keskeny;
- Az üzemeltető által a kapura gyakorolt túlzott erők;
- A teljes fordulat végén a fordított félfordulási szabályok be nem tartása.
Ha a fenti esetek bármelyike bekövetkezik, akkor nem szükséges rohanni és megpróbálni gyorsabban vezetni a szálat, vagy megpróbálni kihagyni a csapot a készletből. Mindez átmeneti veszteségeket okozhat, ezért minden kitermelési műveletet lassan kell végrehajtani.
Menetes szálak
A rögzítés a legnépszerűbb kötőelem. Azonban a szuper minőségű szálak is romlani fognak az idő múlásával. És itt kétféleképpen lehet segítséget kérni: forduljon profi lakatoshoz, vagy maga alkalmazza a fonalat. Mindenesetre ehhez a művelethez lyukasztókra vagy szerszámokra lesz szükség - így hívják kéziszerszámokat a külső szálak alkalmazásához. Ezekkel lehetővé válik az elhasználódott hardver gyors helyreállítása vagy a már meglévő csap / csavar szükséges alkatrészének elkészítése.

A lers (dies) osztályozása osztályozás szerint
Az első jellemző, amely megkülönbözteti az egyik halált a másiktól, a test felépítése. E mutató szerint a következőkre oszlanak:
- A matricák lekerekítettek - testük teljes értékű gyűrű, amelyen keresztül egy munkadarabot átengednek. A megnövekedett merevség miatt ennek eredményeként kiváló minőségű spirálprofil alakul ki egy kiváló meneten;
- Csúszó szerszámok (botok) - 2 elemből állnak és különböző átmérőjű menetes területek gyártására szolgálnak;
- Hasított szerszámok - menetes átmérőjük futás közben 0,1 - 0,3 milliméter lehet, ezért pontatlan szálak felvitelénél kell használni őket.
Osztályozás menetirány szerint
Ennek alapján a matricák feloszthatók:
- Bal - ritkán használják őket, különösen bizonyos autóalkatrészekben, forgó mechanizmusokban, és olyan esetekben, amikor a megfelelő menet letekeredhet;
- Jobb oldali - a legnépszerűbb irány, amelyet csavarokra, csavarokra, tengelyekre használnak.
Profil osztályozás
Profil szerint a halálok lehet:
- Metrikus - legyen egy metrikus menete, amelyet "M" betűvel jelölnek, majd egy szám követi az átmérőt milliméterben. A 68 mm-ig terjedő méretek szabványosak, mindegyik szabvány nagy vagy kicsi lépésnek felel meg (az Orosz Föderációban ezt a GOST 9740 szabályozza);
- Hengeres cső - latin "G" betűvel jelölve, menetüket hüvelykben mérik (a metrikus rendszerhez képest 1 hüvelyk = 2, 54 mm);
- Kúpos cső - azokat "K" betűvel jelölik, arra használják, hogy kúp alakú menetes felületet kapjanak különösen kritikus kötésekben, amelyeket olyan helyeken telepítenek, ahol az elemeket nagy nyomás alatt működtetik (például gyártóberendezések működő egységei);
- Trapéz - menetszakaszuk egyenlő oldalú trapéz. Erős pároknál használják, ahol a forgást transzlációs mozgásokká alakítják át (például egy anya és egy ólomcsavar a padban és a gép helyettesítője).
Die tartó
A vágáshoz nem lesz elegendő egy szerszám. Szükség van egy segédeszköz használatára is a bot megfogásához és rögzítéséhez - ezt nevezik szerszámtartónak. Egy ilyen eszközt azonnal több méretre terveznek - a kicsitől a nagyig. A szerszámot befelé helyezik és egy csavar tartja a helyén.
Gyártási anyag
A marók gyártásához alapfelszereltségként a P18 vagy P6M5 nagysebességű acélt használják. "Ár / minőség" szempontjából jók, hosszabb működési idővel rendelkeznek, és tökéletesen megbirkóznak a kisebb javításokkal és a háztartási munkákkal.
Die-cutting technológia
Alapvetően a cselekvés elve meglehetősen egyszerű, azonban vannak itt néhány árnyalatok:
- Az előkészítés szakaszában reszelővel le kell őrölnie az alkatrész végén egy kis unalmasságot (az eszköz jobban vág);
- Erősen rögzítse a szerszámot a tartóban, győződjön meg arról, hogy nem forog;
- Végezzen két teljes fordulatot, kissé nyomja a kezét a padon;
- Miután az eszköz belépett az alkatrészbe, 2-3 teljes fordulatot és egy műveletet fél fordulattal vissza kell hajtania - így az alkalmazás hatékonyabb.
FONTOS! Folyamatosan ellenőrizni kell a tartó helyzetét a munkadarabhoz viszonyítva - dőlés nélkül mindig merőlegesnek kell lennie!
A szerszámok és a csapok választásának jellemzői
Először is világosan el kell választania az összes eszközt, és navigálnia kell a készletben. Vannak professzionális változatok a készletekből, és vannak amatőrök is, amelyeket háztartási használatra terveztek.
Először el kell döntenie a szerszámok / csapok típusát. Például melyik rendszert feltételezik az előnyben részesített felhasználáshoz - hüvelyk vagy metrika. Oroszországban a metrikus rendszert gyakrabban használják. Itt vizuálisan azonosíthatja ennek a rendszernek a karjait kúpos alakjuk és a kialakult metrikus menetemelkedés jele alapján. Érdemes figyelembe venni azt a tényt is, hogy a gereblye szálai háromszög alakúak - ez a lapátok utolsó fordulataiból is kiderül. Így egy ilyen szerszám segítségével az anya képes lesz csavarozni a helyreállított menetet.
A szükséges vágás pontosságát hasított szerszámokkal érjük el, és ha nincs szükség precíz vágásra, akkor van értelme masszív vágókészlettel készíteni. Természetesen a legtöbb szakember azt tanácsolja, hogy olyan készletet vásároljon, amely az összes létező vágástípust tartalmazza.
Külön kell emlékezni az esetekre - a készletek lehetnek kényelmes műanyag vagy fadobozokban, lehetővé teszik az egész eszköz kényelmes szállítását. És ha szükséges, könnyen használható.
Ami a gyártás anyagát illeti - ebben az esetben nem kell sokat filozofálni - az eszköz értelemszerűen nagy szilárdságú, nagy szén-dioxid-tartalmú acélból készül.Azonban továbbra is kerülnie kell a hamisítást - általában az ázsiai "know-name" gyártók puha fémekből készítik szettjeiket.
A legjobb csap- és szerszámkészletek értékelése 2020-ra
Kézi készletek
3. hely: 5545 ERMAK M3-M10
Kiváló és olcsó hazai termelés, tökéletes a háztartási igényekhez. Bár az eszköztár kicsi, képes kezelni a leggyakoribb háztartási feladatokat. A tok műanyag, habszivacs mélyedésekkel rendelkezik a szerszám tárolásához.

| Név | Index |
|---|---|
| Darabszám | 14 |
| Ügy anyaga | Műanyag |
| Teljes tömeg, gramm | 600 |
| Gyártó ország | Oroszország |
| Méretek, milliméterek | 15x20x15 |
| Ár, rubel | 1300 |
Előnyök:
- Költségvetési ár;
- Tartós szerszámkészítő anyag;
- Elegendő funkcionalitás a mindennapi feladatokhoz.
Hátrányok:
- Törékeny eset.
2. hely: Stayer Master 28020-h24
Fejlett készlet egy külföldi gyártótól. Ez nem csak a mindennapi feladatokkal képes megbirkózni, hanem az autóalkatrészek egyszerű kisebb javításához is használható. Fém tokban, műanyag szerszámtartókkal szállítva.

| Név | Index |
|---|---|
| Darabszám | 24 |
| Ügy anyaga | Fém |
| Teljes tömeg, gramm | 1200 |
| Gyártó ország | Norvégia |
| Méretek, milliméterek | 30x20x30 |
| Ár, rubel | 2100 |
Előnyök:
- Fejlett funkcionalitás;
- Megfelelő ár;
- Kettős mérőrendszer (hüvelyk és méter).
Hátrányok:
- Kényelmetlen eset.
1. hely: "Berger" BG31TDS
Sok szempontból univerzális készlet, mert a lakatos és az autóipari rész számára egyaránt használható. A szabványos szálakhoz tartozó szerszámok és csapok többsége jelen van. A kiváló minőségű élezés lehetővé teszi, hogy ne használjon túlzott erőt munka közben. A tok acélból készül, erős zárral rendelkezik.

| Név | Index |
|---|---|
| Darabszám | 31 |
| Ügy anyaga | Fém |
| Teljes tömeg, gramm | 1300 |
| Gyártó ország | Dánia |
| Méretek, milliméterek | 30x20x30 |
| Ár, rubel | 3400 |
Előnyök:
- Kiváló szeletelési minőség;
- Megbízható eset;
- Tartós szerszám anyaga.
Hátrányok:
- A gyakorlatban nincs M12x1,25 szerszám (ez nem szerepel a fotón, de a leírásban szerepel).
Készletek szerszámgépekhez
3. hely: ZUBR Professional 28110-H24
A legtöbb professzionális készlethez hasonlóan ezt is kitünteti a készletben található számos eszköz, sokféle felhasználási lehetőségük és egyszerre több jelölőrendszer használata. Minden szerszám nagy széntartalmú, nagy szilárdságú acélból készül, és úgy van kialakítva, hogy ellenálljon a maximális terhelésnek, ha szerszámgépekbe szerelik.

| Név | Index |
|---|---|
| Darabszám | 24 |
| Ügy anyaga | Fém |
| Teljes tömeg, gramm | 900 |
| Gyártó ország | Oroszország |
| Méretek, milliméterek | 30x15x20 |
| Ár, rubel | 4700 |
Előnyök:
- Két rendszert használ - cső és metrikus;
- Tartós fém szerszámkészítés.
Hátrányok:
- Nincs meghatározva (szegmenséhez).
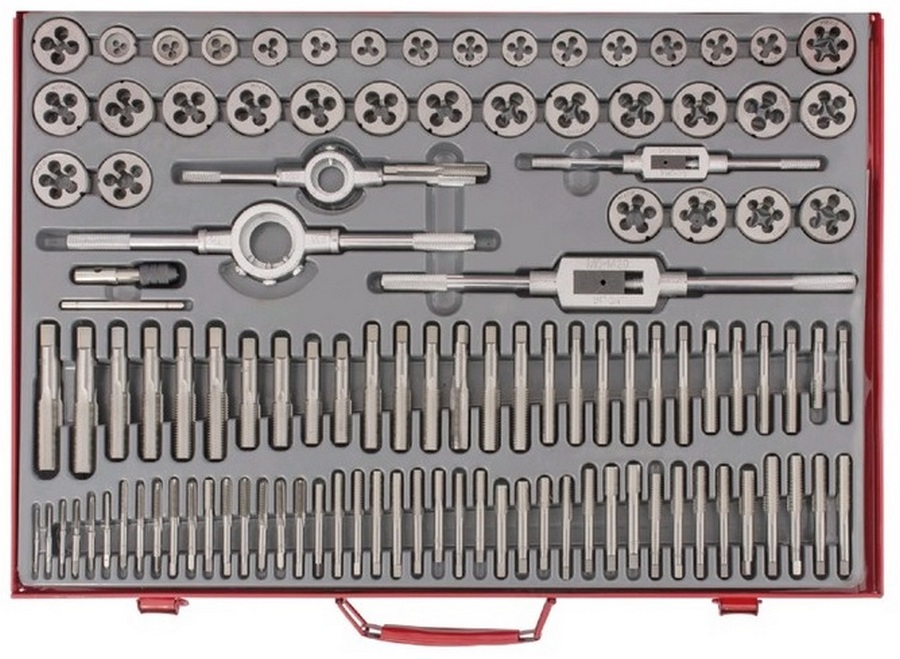
2. hely: SKRAB 33895
Ezt a készletet a tárgyak kényelmes elrendezése különbözteti meg a tokban - alul csapol, felül meghal. Van egy speciális kapu dombornyomott fogantyúval, hogy a szerszámot a belső menet alatt tartsa. Univerzális kos tartó minden mérethez kapható. A felhasználók tudomásul veszik a vágás kiváló minőségét, mind gépi, mind kézi működtetés mellett.
![]()
| Név | Index |
|---|---|
| Darabszám | 45 |
| Ügy anyaga | Műanyag |
| Teljes tömeg, gramm | 1100 |
| Gyártó ország | Tajvan |
| Méretek, milliméterek | 30x20x30 |
| Ár, rubel | 9700 |
Előnyök:
- Tárgyak kényelmes elrendezése a tokban;
- Univerzális tartó lerekhez;
- Speciális gallérral kiegészítve.
Hátrányok:
- Magas ár.
1. hely: Matrix 773110
Maximális professzionális készlet 110 tételhez. Képes bármilyen munkát végezni, mind háztartási, mind termelési szempontból. Teljesen alkalmas alkatrészek megmunkálására minden anyagból - alumíniumból, öntöttvasból, acélból és rézből. Minden szerszám innovatív, rendkívül erős 9XC vágóacélból készül.
| Név | Index |
|---|---|
| Darabszám | 110 |
| Ügy anyaga | Műanyag |
| Teljes tömeg, gramm | 1500 |
| Gyártó ország | Tajvan |
| Méretek, milliméterek | 50x30x50 |
| Ár, rubel | 11000 |
Előnyök:
- Tényleges ár / minőség arány;
- A szerszám a legújabb acélból készül;
- Gyakorlati sokoldalúság és sok funkcionalitás.
Hátrányok:
- Nem található.
Epilógus helyett
A piacelemzés során kiderült, hogy az orosz vevő továbbra is a kitek külföldi verzióit részesíti előnyben. Ennek oka a szélesebb funkcionalitásuk, valamint a kiegészítő felszerelésük. Ugyanakkor az oroszországi felhasználók vásárlásaik nagy részét az interneten keresztül próbálják megtenni. Ennek oka az igazán jó készlet magas költsége, amellyel kapcsolatban szükséges némi pénzügyi megtakarítás, ami lehetővé teszi az online vásárlást.
új bejegyzések
A legjobb klupps értékelése 2020-ra
Megtekintések: 7
A legjobb árnyalatú samponok értékelése 2020-ra
Megtekintések: 15
A legjobb hólapátok értékelése 2020-ra
Megtekintések: 142
A legjobb rost rangsor 2020-ra
Megtekintés: 122
Kategóriák

Legjobb és legolcsóbb robogó 50 köbméterig 2020-ban
Megtekintés: 97661

A lakások zajszigetelésének legjobb anyagainak értékelése 2020-ban
Megtekintés: 95022


A legjobb férfi futócipő 2020-ban
Megtekintés: 87680

A 2020-as legjobb okosórák legmagasabb rangja - ár-minőség
Megtekintés: 85091

Legjobb pszichiátriai klinikák Novoszibirszkben 2020-ban
Megtekintés: 1660

Vivo Y95 okostelefon - előnyök és hátrányok
Megtekintés: 2987

A legjobb sportruházat márkák értékelése 2020-ra
Megtekintés: 6681

A legjobb váltóolajok értékelése 2020-ban
Megtekintés: 2944

A Xiaomi Mi Band 2 fitnesz karkötő áttekintése
Megtekintés: 305
Hasznos
A leggazdaságosabb nyomtatók rangsorolása 2020-ra
Megtekintés: 1001

A legjobb elektromos robogók üléssel 2020-ig
Megtekintés: 1209

A legjobb fürdőszobai mérlegek értékelése 2020-ra
Megtekintés: 1877

A legjobb okostelefonok értékelése akár 12 000 rubel 2020-ig
Megtekintés: 1704

A 2020-as akció kamerák legjobb kardánjainak rangsorolása
Megtekintés: 13896
Népszerű cikkek
-
Legjobb és legolcsóbb robogó 50 köbméterig 2020-ban
Megtekintés: 97661 -
A lakások zajszigetelésének legjobb anyagainak értékelése 2020-ban
Megtekintés: 95022 -
A drága influenza és megfázás elleni gyógyszerek olcsó analógjainak értékelése 2020-ra
Megtekintés: 91750 -
A legjobb férfi futócipő 2020-ban
Megtekintés: 87680 -
A 2020-as legjobb okosórák legmagasabb rangja - ár-minőség
Megtekintés: 85091 -

A legjobb komplex vitaminok 2020-ban
Megtekintés: 84801 -

A legjobb festék az ősz hajra - 2020-as top rangsor
Megtekintés: 82406 -

A legjobb belső festésű fa festékek értékelése 2020-ban
Megtekintés: 77202 -

A legjobb kínai akció kamerák rangsorolása 2020-ban
Megtekintés: 75269 -

A legjobb pergető orsók értékelése 2020-ban
Megtekintés: 74827 -
A leghatékonyabb kalcium-kiegészítők felnőtteknek és gyermekeknek 2020-ban
Megtekintés: 72462 -

A férfi potencia legjobb eszközeinek legjobb értékelése 2020-ban, leírással
Megtekintés: 68296